







Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Mẫu số: 1
Cũ Và Mới: Mới
Giao thông vận tải: Others
Hình thức thanh toán: Others
Cắt lỗ
Công nghệ cắt và xuyên thấu: Bất kỳ loại công nghệ cắt nóng nào, ngoại trừ một vài trường hợp có thể bắt đầu từ cạnh của tấm, thường phải là một lỗ nhỏ trong tấm. Trong máy ghép dập laser trước đó, một cú đấm đã được sử dụng để đấm ra một lỗ trước, và sau đó laser được sử dụng để bắt đầu cắt từ lỗ nhỏ. Có hai phương pháp cơ bản để xuyên qua máy cắt laser mà không cần thiết bị dập:
. Nói chung, kích thước lỗ có liên quan đến độ dày tấm và đường kính trung bình của lỗ nổ là một nửa độ dày của tấm. Do đó, đường kính lỗ của lỗ nổ cho tấm dày hơn là lớn và ngoài vòng, do đó không phù hợp để sử dụng trên các bộ phận có yêu cầu cao hơn (như đường ống trên màn hình dầu khí) và chỉ có thể được sử dụng trên rác thải. Ngoài ra, vì áp suất oxy được sử dụng để thủng giống như được sử dụng để cắt, Spatter là lớn.
(2) Khoan xung: Laser xung có công suất cực đại được sử dụng để làm tan chảy hoặc làm hóa một lượng nhỏ vật liệu. Không khí hoặc nitơ thường được sử dụng làm khí phụ để giảm sự mở rộng lỗ chân lông do quá trình oxy hóa tỏa nhiệt. Áp suất khí nhỏ hơn oxy trong quá trình cắt. Mỗi laser xung chỉ tạo ra một tia nhỏ các hạt, dần dần sâu hơn, do đó, phải mất vài giây cho một tấm dày để đâm. Sau khi thủng hoàn thành, khí phụ được thay thế ngay lập tức bằng oxy để cắt. Theo cách này, đường kính lỗ nhỏ hơn và chất lượng lỗ tốt hơn lỗ nổ. Laser được sử dụng cho mục đích này không chỉ có công suất đầu ra cao hơn, mà còn có các đặc điểm thời gian và không gian quan trọng hơn của chùm thời gian, do đó, laser CO2 lưu lượng chéo chung không thể đáp ứng các yêu cầu của việc cắt laser.
Ngoài ra, một hệ thống kiểm soát khí đáng tin cậy hơn là cần thiết để kiểm soát loại và áp suất của khí và thời gian thủng. Trong trường hợp xỏ xung, để có được một mức chất lượng cao, công nghệ chuyển tiếp từ việc xỏ xung khi phôi vẫn ở tốc độ liên tục cắt liên tục của phôi nên được chú ý. Về lý thuyết, các điều kiện cắt của phần gia tốc có thể được thay đổi, chẳng hạn như độ dài tiêu cự, vị trí vòi phun, áp suất khí, v.v., nhưng trên thực tế, không có khả năng thay đổi các điều kiện trên do quá ngắn. Trong sản xuất công nghiệp, việc thay đổi công suất laser trung bình hơn là thực tế hơn. Có ba phương pháp cụ thể: (1) thay đổi chiều rộng xung; (2) thay đổi tần số xung; (3) Thay đổi chiều rộng và tần số xung cùng một lúc. Kết quả cho thấy (3) là tốt nhất.

Sê -ri carbon dioxide: Ống kính quang carbon dioxide, mô -đun kích thích, mô -đun áp suất cao, tuabin, gương tập trung, gương bypos, khúc xạ, đầu cắt, vòi phun, vòng gốm , nắp bụi
Sê-ri sợi quang: Đẩy trong vòi phun, ống kính bảo vệ, ống kính sapphire , vòng gốm, đầu cắt, cắt phụ kiện đầu , mô-đun IPG, mô-đun giao tiếp, cáp truyền thông, nắp bảo vệ, các yếu tố lọc khác nhau, van giảm áp lực Cơ thể vòi phun, Bộ chuyển đổi 2.0, servo , động cơ , nguồn điện, giá CNC, đầu cắt cao, ống kính collimator, gương tập trung và nhiều hơn nữa.
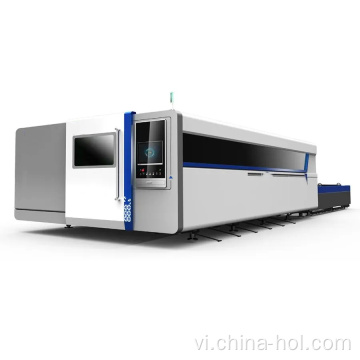
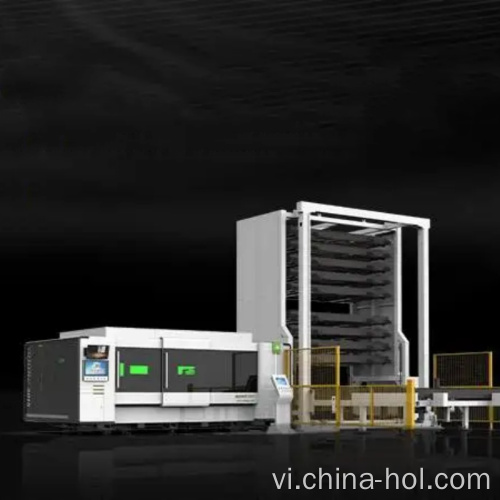
Danh mục sản phẩm : Thiết bị cũ > Máy cắt laser


















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.